Наш станок ЧПУ оборудован источником Hypertherm Powermax 125. Это прекрасный источник, обладающий оптимальным соотношением цена/качество/производительность, которые за все время эксплуатации не доставил нам никаких проблем. Замечательная модель, имеет достаточно широкий диапазон разрезаемых толщин металла, который покрывает 98% наших потребностей. Тем не менее, иногда нам приходится работать в этих 2%. Среди таких задач чаще всего мы сталкиваемся с резкой толстого металла t=30 мм.
Согласно мануалу, источник Powermax 125 не позволяет резать 30ку на пробой. Вообще, он может, но это означает повышенную задержку на прорез и, как следствие, чрезмерный износ электрода, сопла и, что хуже всего, перегрев защитного колпака. Подобный режим резания существенно сокращает срок службы расходных материалов, в том числе защитного экрана, который стоит в 2-3 раза больше электрода. Река такого толстого металла на пробой на Powermax 125 получается очень дорогой. Как же быть?
Резка толстого металла с зарезом с края
Да, в таком случае стоит использовать зарезы с края. У такого подхода есть очевидные недостатки, он
- как правило, не очень удобно,
- вынуждает тщательнейшим образом продумывать программу резки, если требуется добиться минимального отхода,
- не позволяет делать отверстия.
Все верно. Но эти достаточно несущественные моменты прекрасно компенсируются
- увеличенным сроком службы расходников,
- отменным качеством реза,
- щадящим отношением к оборудованию.
Посмотрите, как это происходит на практике. Зимой нам поступил заказ на резку больших косынок из листа толщиной 30 мм. Детали были достаточно большими, взгляните на раскрой.
Резка больших пластин из листа толщиной 30 мм
На одном куске листа 30х2000х3000 мм (сталь 09Г2С) впритык надо было поместить 4 огромных косынки, зазоры между деталями минимальны, отход ничтожный. Так как это была наша первая работа такого рода, сперва мы сделали несколько пристрелочных резов. Для качественного зареза резак ставим в самый край, даже на 1-2 мм вглубь листа, чтобы резак не погас. Задержку при этом выкручиваем на минимум, порядка 0.5 секунды, высоту прожиг тоже ставим пониже, порядка 1 мм. На фото виден след от такого зареза.
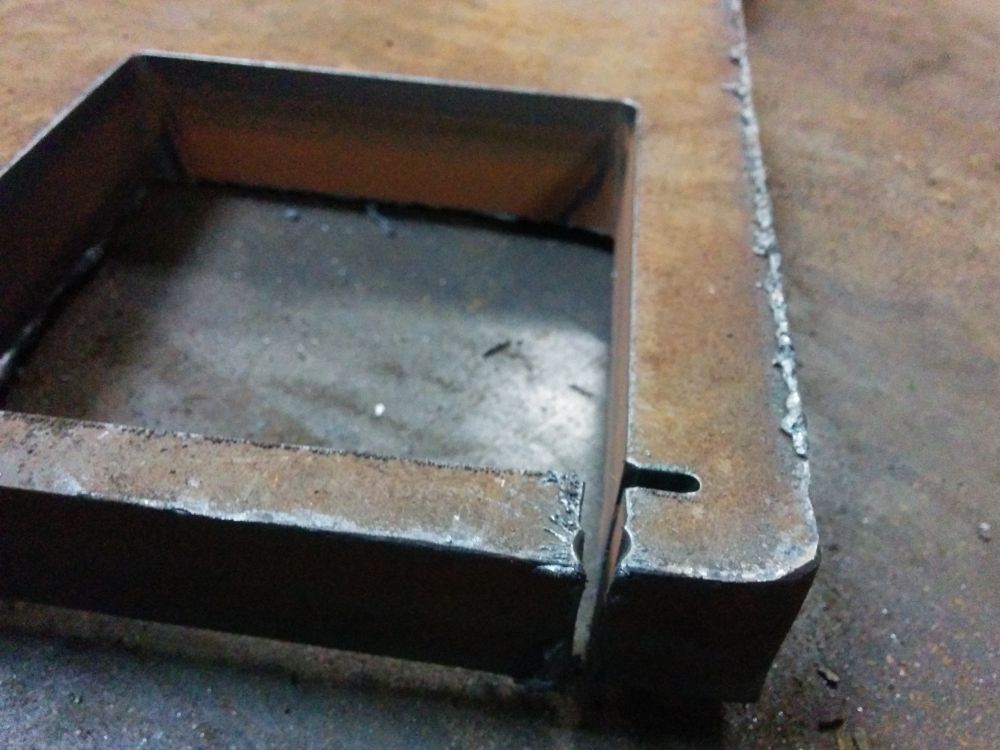
Пристрелочный рез при этом был очень даже неплохим. Наплывы на одной из сторон вызваны низкой скоростью резки - по первости наш оператор осторожничал.

На одном куске листа 30х2000х3000 мм впритык помещалось 4 косынки, зазоры между деталями минимальны, отход ничтожный. Требовалось строго продумать порядок резки, чтобы зарезами не испортить будущие детали, а также, чтобы избежать увода заготовки в процессе резки. А при изготовлении пластин столь большого размера и такой толщины увод из-за температурных деформаций неизбежен. Поэтому сперва мы резали 2 внешние косынки, а затем те, что оставались внутри листа.

Всего было нарезано 13 таких пластин из листа толщиной 30 мм.

Качество реза замечательное, наплывы минимальные. Грань получается практически идеальной.

Скорость реза для такой работы надо брать не более 450 мм/сек. Причем оператору стоит внимательно следить за поведением дуги, чтобы своевременно по мере износа расходников снижать скорость вплоть до 300-330 мм/сек.

Крайне важно при резке любого толстого металла держать стабильно высокое давление воздуха и обеспечивать его чистоту, иначе возможны недорезы, обрыв дуги и прочие неприятные моменты, которые замедляют процесс работы и сказываются на качестве получаемых деталей. Наш опыт показывает, что для такой работы подходят только винтовые компрессоры, с поршневыми рискуете серьезно намучиться.
Изготовление достаточно большой партии (340 шт.) кронштейнов из равнополочного уголка 60х60х5.
Дата сдачи: 28.09.2016


Мы изготавливали все необходимые комплектующие для последующей сборки на объекте (на болтах). Вышка состоит из 3х секций и 2х площадок.
Дата сдачи: 16.03.2016