Методы сварки металлоконструкций
Качество и вид сварки также влияют на прочность металлоконструкции, как и качество всех основных частей. Сварка металлоконструкций выполняется несколькими способами:
- аргоновой сваркой для соединения крупногабаритных деталей
- электродуговой сваркой для соединения металлических деталей с толщиной не более 1,5 мм
- полуавтоматической сваркой для создания швов при соединении листовых металлов.
 Сваркой обеспечивается сопряжение деталей, включая угловое, тавровое, нахлесточное и торцевое сопряжение. Методы сварки предполагают применение электрической дуги или газового пламени. Дуговая и газовая сварка подразделяются на ручную, автоматическую и полуавтоматическую.
Сваркой обеспечивается сопряжение деталей, включая угловое, тавровое, нахлесточное и торцевое сопряжение. Методы сварки предполагают применение электрической дуги или газового пламени. Дуговая и газовая сварка подразделяются на ручную, автоматическую и полуавтоматическую.
При соединении деталей, кроме дуги и пламени газа, используется также энергия лазера, эффект трения, пучок электронов и ультразвук. Методы сварки конструкций развиваются неуклонно. В числе новшеств появились термитная, плазменная и электронно-лучевая сварки. Термитная расплавляет шов горением специальной смеси, и термит позволяет заделывать трещины в готовой конструкции. Плазменная сварка ионизированным газом плавит металл любой толщины и режет заготовку, а электронно-лучевая заваривает швы и эффективна для глубоких швов, но возможна лишь в вакуумных установках.
Сварка металлоконструкций и ее преимущества
Качественное проведение сварочных операций обеспечивает и качество конструкции. Методы сварки не имеют ограничений из-за толщин металлов, а результат работ зависит от использования определенной сварки.
При сварке легко контролируются формы завершенных конструкций, но чем она сложнее, тем сложнее собирается и сама конструкция. Сварка позволяет использовать в конструкции нестандартные материалы, включая особые виды металлов, стальные и алюминиевые сплавы. Только при сварке любые стыки получают практически идеальную герметичность. По этому показателю сварка не уступает другим видам соединения металлических частей.
Только выполнение требований к технологии строительства и сварки металлоконструкций, оборудование и комплектующие наряду с профессионализмом сварщиков обеспечат необходимое качество соединительных швов.

Регулярно производим подобные опоры освещения для нашего постоянного заказчика. Изготовление + горячий цинк + порошок.
Дата сдачи: 20.10.2015

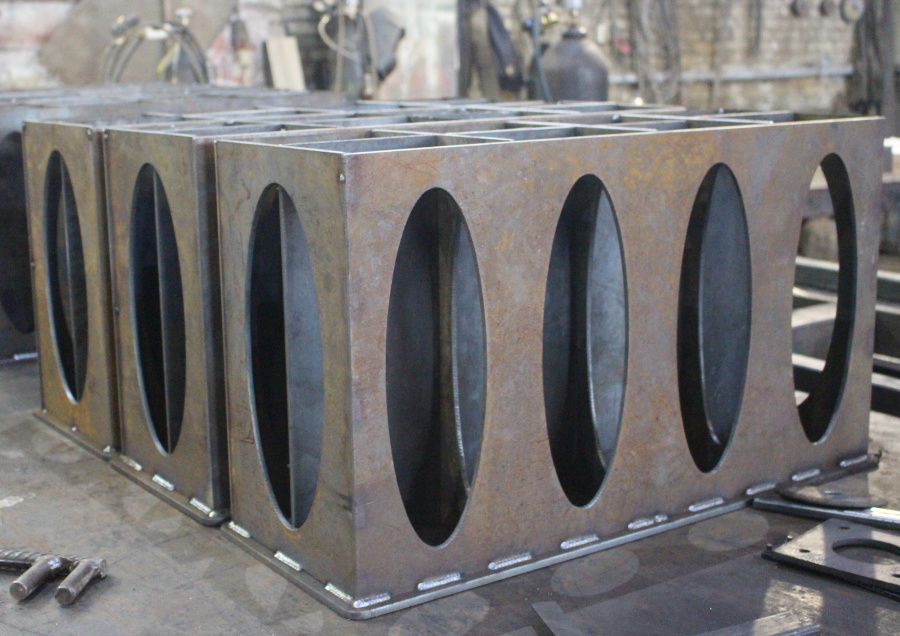
Каждая кассета имеет 8 секций (4х2) под фильтры. Металлокаркасы выполнены из листа толщиной 8 мм, нарезанного на плазме.
Дата сдачи: 12.02.2019